Накопитель предназначен для перемещения, хранения и изменения очередности кузовов различных автомобилей, изготавливаемых на одной линии. В зависимости от требований Заказчика и решаемой задачи состав и функционал оборудования может быть разный.
Хорошим примером для демонстрации возможностей служат два накопителя созданных по заказу ЗАО «Форд Мотор Компани». За 2,5 месяца сотрудники «ASG Robotics» разработали, изготовили и смонтировали две транспортно-технологические автоматизированные линии:
- линия накопления неокрашенных кузовов на высоте 4,8м. (Предназначена для организации бесперебойной работы цеха сварки в случае остановки цеха окраски и представляет собой комплекс транспортно-технологического оборудования для промежуточного хранения неокрашенных кузовов, направляемых в цех окраски);
- линия накопления окрашенных кузовов на высоте 6м. (Предназначена для организации бесперебойной работы цеха окраски в случае остановки линии финальной сборки, представляет собой комплекс транспортно-технологического оборудования для промежуточного хранения окрашенных кузовов).
- Производительность – не менее 12,5 и до 20 кузовов в час.
- Количество кузовов в буфере – 20 шт (с учетом нахождения их по одному на подъемнике и поперечных транспортерах)- 22 шт.
- Заявленная электрическая мощность накопительного бункера (без учета освещения и тельферов) – 16,0 кВт в том числе прирост – 6 кВт.

Технические характеристики буфера окрашенных кузовов :
- Производительность – не менее 12,5 и до 20 кузовов в час.
- Количество кузовов в буфере – 20 шт (с учетом нахождения их на горизонтально перемещаемом столе два кузова, и по одному на поворотном столе, подъемниках и поперечных транспортерах).
- Заявленная электрическая мощность накопительного бункера (без учета освещения) – 20 кВт

- роликовая кровать;
- поперечная кровать (шаттл);
- эксцентриковый стол
- поперечный транспортер
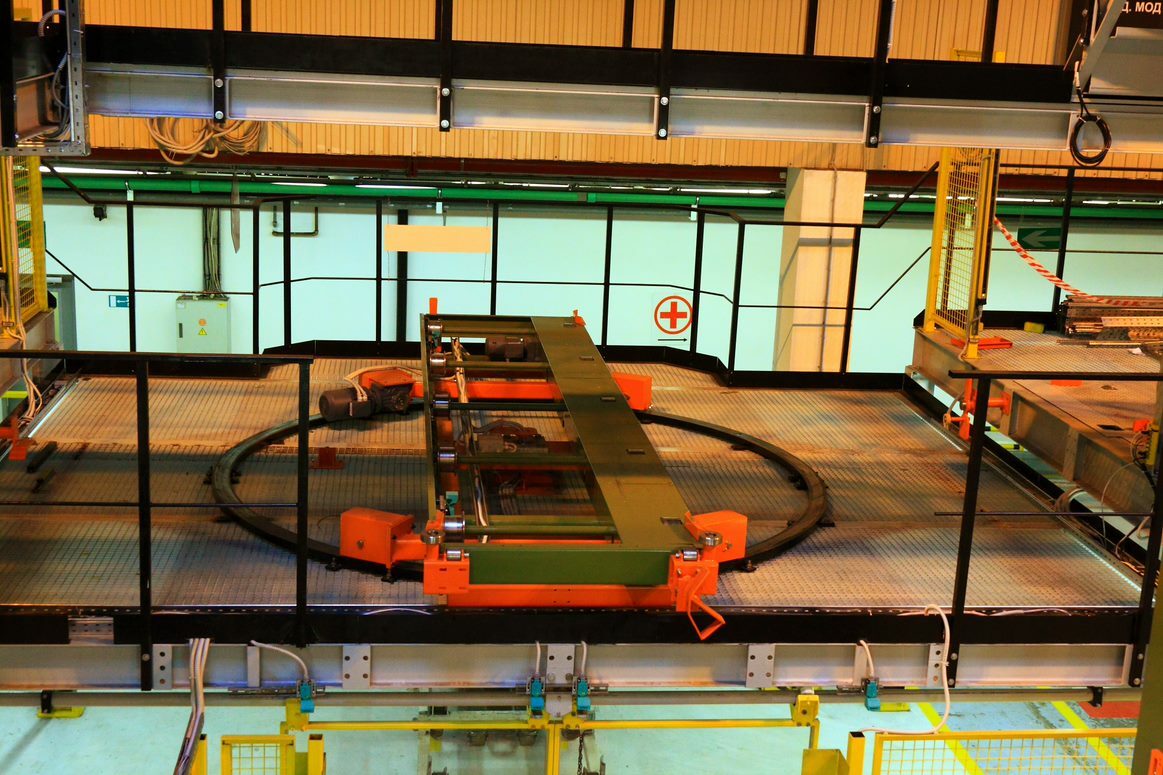
- поворотный круг;
- накопитель скидов.



Система управление всей линии реализована на базе контроллеров Allen-Bradley и осуществляется в автоматическом режиме. В совокупности создание двух линий накопления кузовов позволило заводу Форд увеличить производительность на 7-8 автомобилей в смену.