Проект был выполнен для французской компании Schneider Electric. Мы спроектировали и изготовили для них роботизированный сварочный комплекс для сварки резервуаров РМ-6 (автоматический выключатель среднего напряжения). Детали изготовлены из нержавеющей стали толщиной 2 мм. Вес продукции колеблется от 175 до 450 кг. В бак подается инертный газ для гашения электрической дуги, возникающей в процессе работы устройства. К этому виду продукции предъявляются строгие требования по качеству – сварные швы проходят радиографический контроль. Длина сварных швов до 6 метров.
Комплектация сварочной ячейки:
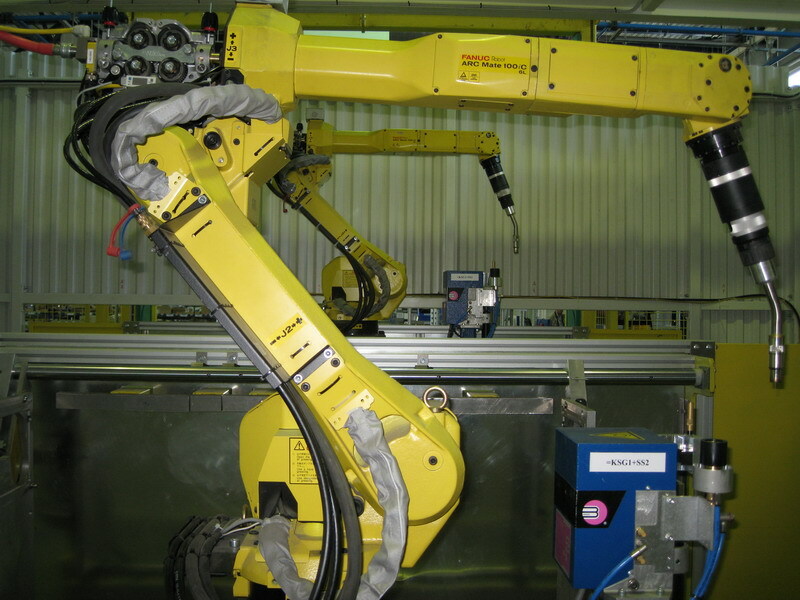
В состав роботизированной системы входят два сварочных робота Arc Mate 100iC/6L компании Fanuc. Уникальный привод запястья этого робота-манипулятора позволил создать самый тонкий манипулятор в мире. При грузоподъемности 6 кг рабочая площадь робота составляет 1 632 мм. Шкаф управления Р-30ИА имеет эргономичный внешний вид и несет в себе самые современные технологии, позволяющие выполнять различные сложные задачи. Контроллер может управлять 40 осями одновременно, используя двигатели Fanuc. Двухпроцессорная система обеспечивает безопасность и своевременное отключение сервоприводов робота. R-30IA имеет встроенный Ethernet (100 BaseTX). Все компоненты шкафа управления имеют класс защиты IP 54.

Для проекта мы использовали сварочные источники Lincoln Electric Company. Сварочный аппарат Power Wave I400 (5 - 420А) подключается по сети Ethernet к шкафу управления Р-30ИА и не требует дорогостоящих интерфейсных модулей. Этот аппарат имеет более 100 встроенных программ для сварки Mig/Mag. Помимо сварочных источников, в состав оборудования входят: механизм подачи проволоки AutoDrive 4R90 и устройство охлаждения сварочной горелки Cool Arc 40. Датчик расхода воды (для защиты сварочной горелки) и датчик окончания проволоки используются совместно с этими устройствами. Сварочные горелки Abicor Binzel с водяным охлаждением рассчитаны на 500 ампер.
Производительность сварочной установки составляет 7 баков в час. Скорость сварки 90 см/мин. Сварочный шов контролируется по дуге, без использования дорогостоящих лазерных сканеров. Срок службы системы 10 лет при режиме работы 70 часов в неделю. Для обеспечения непрерывности работы роботов в состав сварочной системы входит поворотный стол, на котором расположены два кондуктора для крепления бака. В зоне сварки наклоняют изделие на угол 45°. В нижней части кондуктора расположен рольганг для загрузки и выгрузки продукции. Данная технология исключает использование грузоподъемного оборудования (тельфер, кран). Таким образом, сварочная система представляет собой продолжение сборочной линии.
В состав сварочной системы входит вентиляционная установка производства Lincoln Electric Company. Эффективность очистки составляет 99%. Устройство оснащено самоочищающимся фильтром и вентилятором. Производительность вентиляционной установки составляет 1 100 м3 воздуха в час.